SCHNITTGESCHWINDIGKEIT, DREHZAHL, VORSCHUB - SO FINDEN SIE DIE RICHTIGEN SCHNITTWERTE
FRÄSPARAMETER BESTIMMEN: SCHNITTDATENRECHNER, FORMELN & CO
Acrylglas, Holz, Carbon oder Kunststoffe – jedes Material muss mit einem passenden Fräser bearbeitet werden, damit das Ergebnis genauso gut aussieht, wie die Idee. Darüber hinaus müssen noch die Schnittgeschwindigkeit, die Drehzahl und der Vorschub entsprechend angepasst werden. Schnell werden Sie eigene Erfahrungswerte sammeln, es gibt jedoch auch spezielle Formeln, mit denen Sie die Schnittgeschwindigkeit und die anderen Werte errechnen können. Viel leichter geht es mit dem kostenlosen STEPCRAFT Schnittdatenrechner. Diesen finden Sie im App Store und im Playstore als kostenlosen Download. Einfach Maschine, Material und Fräser auswählen und der STEPCRAFT Schnittdatenrechner zeigt Ihnen im Nu die passenden Schnittdaten.
vc = Schnittgeschwindigkeit in m / min
d = Fräserdurchmesser in mm
z = Zähnezahl des Fräsers
fz = Zahnvorschub in mm / Zahn
vf = Vorschubgeschwindigkeit in mm / min
Die Drehzahl des Fräsers wird über folgende Formel berechnet:
n [U/min] = (vc [m/min] *1000) / 3.14 * ø d1 [mm])
Bespielrechnung:
vc = 500 m/min (gewählt aus Tabelle)
d = ø 8 mm
19904 U/min = (500 *1000) / (3.14 * 8)
Liegt die maximale Drehzahl des Fräsmotors unterhalb des errechneten Wertes, muss die max.
Drehzahl des Fräsmotors in der Formel zur Vorschubberechnung eingesetzt werden.
Die Vorschubgeschwindigkeit des Fräsers wird über folgende Formel berechnet.
Bei spiral- und diamantverzahnten Fräsern ist z immer gleich 2
vf = n * z * fz
Bespielrechnung für Aluminium (Knetlegierung) mit 8 mm Fräser Zweischneider:
n = 19904 U/min aus obiger Formel
fz = 0,064 aus Tabelle
z = 2
2547,77 mm/min = 19904 * 2 * 0,064
Fräser und ihre Verwendung
|
Einsatzwerkzeug
|
Eigenschaften
|
Verwendungsmöglichkeit
|
|---|---|---|
|
Fräser 2-Schneider Fischschwanz
(linksgenutet)
|
für dünnes Material
sehr sauberes Schnittkanten
|
Kunststoff
Holz
|
|
Fräser 2-Schneider Fischschwanz
(rechtsgenutet)
|
Universalfräser
gute Eintaucheigenschaft
|
Holz
NE-Metalle
Kunststoff
|
|
Fräser diamantverzahnt
|
hohe Standzeit
|
GFK
CFK
PCB
|
|
Fräser spiralverzahnt (linksgenutet)
|
für dünnes Material
sehr saubere Schnittkante
|
Weichholz
Sperrholz
|
|
Fräser spiralverzahnt (rechtsgenutet)
|
spanbrechend
|
Weichholz
Sperrholz
|
|
Radiusfräser
|
Schlichtfräser
3D-Carving
|
Holz
NE-Metalle
Kunststoff
|
|
Fräser 1-Schneider Spiralnut
|
geringe Reibung
große Spannut
|
niedrigschmelzende Kunststoffe
|
|
Gravurstichel
|
Einschneider
|
universell
PCB
Gravuren
|
Richtwerte für Drehzahl und Vorschub
|
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
|
ø Schnitt Geschw. m/min.*
|
|||||||||
|
Durchmesser Fräser
|
||||||||||
|
ø 1 mm
|
ø 2 mm
|
ø 3 mm
|
ø 4 mm
|
ø 5 mm
|
ø 6 mm
|
ø 8 mm
|
ø 10 mm
|
ø 12 mm
|
||
|
Zahnvorschub in mm / Zahn / Umdrehung
|
||||||||||
|
Guss-Aluminium
> 6 % Si
|
200
|
0,010
|
0,010
|
0,010
|
0,015
|
0,015
|
0,025
|
0,030
|
0,038
|
0,050
|
|
Aluminium
Knetlegierung
|
500
|
0,010
|
0,020
|
0,025
|
0,050
|
0,050
|
0,050
|
0,064
|
0,080
|
0,100
|
|
Weichkunststoff
|
600
|
0,025
|
0,030
|
0,035
|
0,045
|
0,065
|
0,090
|
0,100
|
0,200
|
0,300
|
|
Hartkunststoff
|
550
|
0,015
|
0,020
|
0,025
|
0,050
|
0,060
|
0,080
|
0,089
|
0,100
|
0,150
|
|
Holz hart
|
450
|
0,020
|
0,025
|
0,030
|
0,055
|
0,065
|
0,085
|
0,095
|
0,095
|
0,155
|
|
Holz weich
|
500
|
0,025
|
0,030
|
0,035
|
0,060
|
0,070
|
0,090
|
0,100
|
0,110
|
0,160
|
|
MDF
|
450
|
0,050
|
0,070
|
0,100
|
0,150
|
0,200
|
0,300
|
0,400
|
0,500
|
0,600
|
|
Messing, Kupfer,
Bronze
|
365
|
0,015
|
0,020
|
0,025
|
0,025
|
0,030
|
0,050
|
0,056
|
0,065
|
0,080
|
|
Stahl
|
75
|
0,010
|
0,010
|
0,012
|
0,025
|
0,030
|
0,038
|
0,045
|
0,050
|
0,080
|
*Die angegebenen Schnittgeschwindigkeiten sind Durchschnittswerte. In Abhängigkeit des Fräsvorgangs und des verwendeten Fräsertyps sind diese ggf. nochmals anzupassen.
Schruppen: Verringerung um bis zu 25 % – Schlichten: Erhöhung um bis zu 25 % – HSS-Fräser: Verringerung um bis zu 50 % (bei harten Materialien) – VHM-Fräser: Erhöhung um bis zu 25 %
Praxistipps
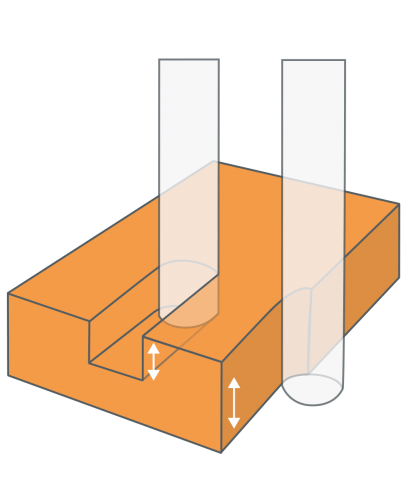
Eintauchtiefe
Beim Fräsen einer Nut empfehlen wir folgende Eintauchtiefen:
|
Material
|
D-Serie
|
M-Serie
|
Q-Serie
|
|---|---|---|---|
|
NE-Metalle
|
bis 0,05-facher Durchmesser
|
bis 0,2-facher Durchmesser
|
bis 0,3-facher Durchmesser
|
|
Holz, Kunststoffe
|
bis 0,5-facher Durchmesser
|
bis 0,75-facher Durchmesser
|
bis 1,0-facher Durchmesser
|
|
Hartschaum
|
bis 3,5-facher Durchmesser
|
bis 5,0-facher Durchmesser
|
bis 5,0-facher Durchmesser
|
Beim Fräsen von Konturen empfehlen wir eine seitliche Zustellung von ca. 25 % des Fräserdurchmessers bei 100 % Eintauchtiefe.
Neben dem Aufbau und der Stabilität der Maschine ist die Eintauchtiefe auch von der verwendeten Frässpindel abhängig, das heißt bei Verwendung einer leistungsschwächeren und / oder leichteren Frässpindel sind die oben genannten Werte ggf. nochmals zu reduzieren.

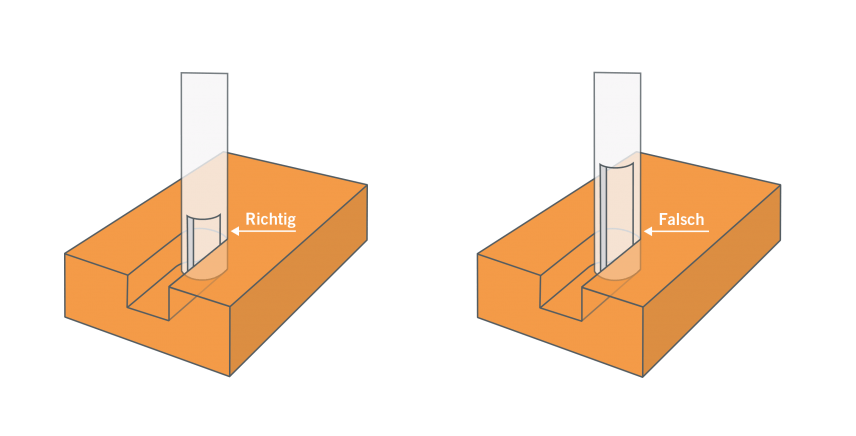
Längenwahl des Fräsers
Beim Fräsen von Konturen empfehlen wir eine seitliche Zustellung von ca. 25 % des Fräserdurchmessers bei 100 % Eintauchtiefe.
Kühlen / Schmieren
Die Kühlung erfolgt bei NE Metallen im besten Fall mit einer Minimalmengenschmierung in Verbindung mit einem Schmierstoff. Des Weiteren verbessert die Schmierung die Oberflächenbeschaffenheit und die Standzeit des Werkzeugs. Bei Acrylglas eignet sich die Schmierung mit Seifenlauge. Dies erzielt eine sehr gute Oberfläche.
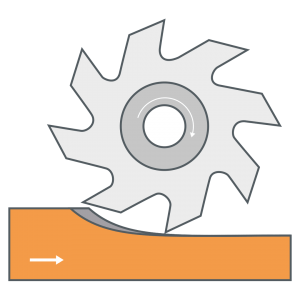
GLEICHLAUFFRÄSEN
Beim Gleichlauffräsen zieht sich der Fräser in das Werkstück, wodurch es bei größerer Spanabnahme dazu kommen kann, dass das Portal bzw. die Z-Achse unkontrolliert (Umkehrspiel der Spindel) in Richtung des Werkstücks gezogen wird. Das führt zu einem sehr unsauberen Fräsbild und kann sogar zu Bruch des Fräsers führen, wenn der Span in dem Moment zu groß wird.
Sind spielfreie Kugelumlaufspindeln ohne Umkehrspiel verbaut, wird der Gleichlauf gegenüber dem Gegenlauf bevorzugt.

GEGENLAUFFRÄSEN
Beim Gegenlauffräsen drückt sich der Fräser vom Werkstück weg, was bei sehr geringer Spanabnahme schnell dazu führt, dass sich die Schneide aus dem Werkstück drückt. Dadurch entstehen dann Rattermarken, die weder einer schönen Oberfläche noch der Standzeit des Fräsers dienlich sind.
Der Gegenlauf wird bei Maschinen mit Umkehrspiel in den Gewindespindeln favorisiert.
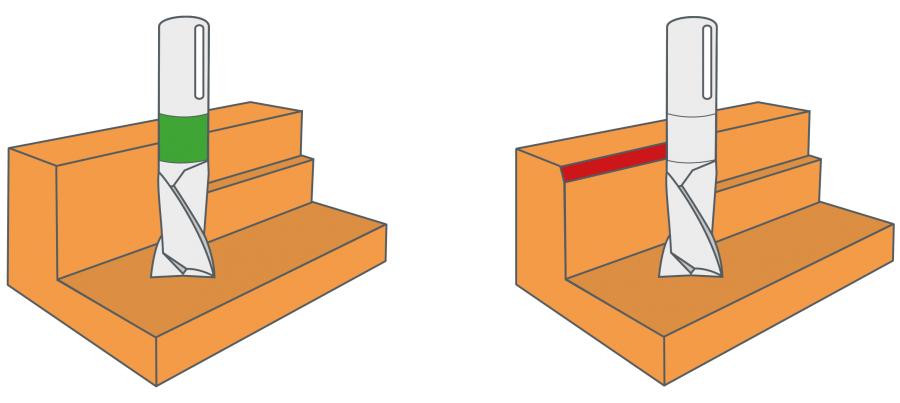
Hinterschliffene Fräser
Die max. mögliche Tiefenzustellung beschränkt sich normalerweise auf die Spirallänge des Fräsers, da sonst der Schaft am Werkstück reibt.
Durch den hinterschliffenen Schaft sind auch Frästiefen über mehrere Zustellungen bis hin zur max. Nutzlänge möglich, welche die Spirallänge überschreiten.
Minimalmengenschmierung (MMS) 20 - 50 ML/H
zunehmender Schmierstoffbedarf
Abhängigkeit der MMS-Menge vom spanenden Fertigungsverfahren
Fräsen
Bohren
Schleifen
Läppen
Drehen
Reiben
Honen
zunehmende Werkstoffeignung
Eignung der Minimalmengenschmierung für die zu spanenden Werkstoffe
Cu Legierungen
Al-Gussleg.
Stahl ferritisch
Mg-Leg.
Al-Knetleg.
perlitisch
Eisen-Gusswerkstoffe
Nichtrostende Stähle