Benachrichtigungen
Alles löschen
Show us your Stepcraft Creations
3
Beiträge
3
Benutzer
0
Reactions
4,767
Ansichten
Themenstarter
After one failed attempt https://www.stepcraft-systems.com/en/service-support/stepcraft-forum-uk/operation/970-shapes-shift-in-the-x-axis I made my first successful part with the machine.
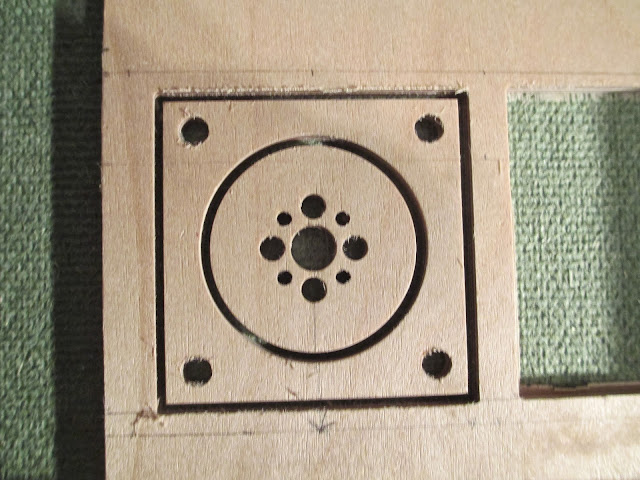
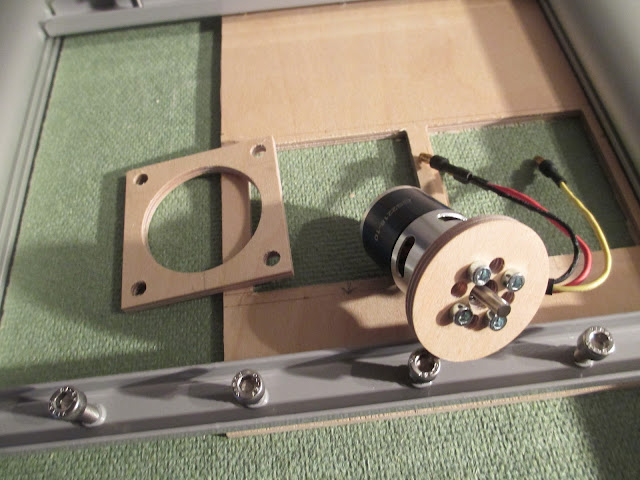
The disk is a motor frame and the square is just for dimension checking. All tolerances seem to be in accordance with ISO 2768-1 m and I am very pleased with that.
Here is a video about the process: https://www.youtube.com/watch?v=pGmRNSU5k3o
Cutting data:
2,0mm solid carbide end mill, double flute, fishtail bottom, up-cut spiral
20000rpm
300mm/min feed, 120mm/min plunge
2,2mm cutting depth
4,4mm thick multi-layer birch plywood
I`ll try to reduce cutting depth or feed during groove milling next time because I think the spindle sound shows a sign of vibration.
Stepcraft 600SF (version 1) parallel port
Proxxon IBS/E
Mach3
devCad Cam Pro; devWing Cam; devFus Cam; Profili Pro 2
Veröffentlicht : 06/11/2014 12:57 am

Looks good, I always keep my feeds low as possible as I dont think it can ever hurt to keep it slow, like you experienced, going too fast can give odd results.
I've made a similar piece for my FliteTest swapable fuselage and firewall, im sure if you show the guys at your local patch they will all want one too..
Veröffentlicht : 06/11/2014 1:33 pm
lovely work. looking at how it has been clamped vibration most likely came from the work. You should get a piece of MDF or other to go under as the sacrificial layer - lets say 10mm thick for extra stiffness. Then use spray adhesive as well as clamps to clamp the work to the sacrificial layer. This will dampen/prevent vibrations during cutting, help you get a better finish and stop the inner circle from "hopping" when it is free after machining. with spray adhesive and tick under layer - you should not need to use finger for final pass and the vibration should be minimal. Vibration will kill small tools quickly too. a 1mm tool for sure would have broken here.
As said in other post - be careful about going too slow. With high RPM and low feed you can get heat between cutter and work as cutter dwells and rubs rather than cuts. For example is better to mill at 800mm/min and go 0.5mm deep. Than mill at 400mm/min and go 1mm deep. the routers are different to milling machines in that they need to spin fast to get max RPM out of the spindle. therefore its better to spind fast, move faster and cut shallower.
Lovely motor mount! and great video. Keep them coming.
Veröffentlicht : 07/11/2014 8:35 pm
