Benachrichtigungen
Alles löschen
Laser engraving
22
Beiträge
8
Benutzer
0
Reactions
6,760
Ansichten
Themenstarter
Hi Guys,
I set up my laser and its working fine, but when I post process with the UCCNC Stepcraft (using fusion 360) it seems like the m-codes doesn't work. the laser doesn't turn off and draw lines between the object. any suggestions how to fix this ?
Thanks!
picture attached of the test where you can se the lines.
Mads
Veröffentlicht : 10/11/2017 11:33 am
Yeah! The same with me. You are not along.
Veröffentlicht : 18/11/2017 7:09 pm
Is somebody here?
Veröffentlicht : 01/12/2017 1:30 pm
Please, help

Veröffentlicht : 01/12/2017 7:26 pm
Whitch postprocessor do you use? did you see https://www.stepcraft-systems.com/en/forum/software2/4628-post-processor-in-fusion-360?
I had to tweak the postprocessor to make it work but I use now Vectric for laser cuts and 4got fusion (where I had also to twak the postprocessor for stepcraft).
Frank
Steppcraft 600/2 + HF500 + SwitchBox + Laser + Schleppmesser
Absaugung und Vakuumtisch
an Mach3 oder UCCNC mit Taster für Z-Null und Werkzeuglänge
Veröffentlicht : 02/12/2017 10:03 pm
No, I use the same Vectric (Aspire 8.5). What postprocessor do you use?
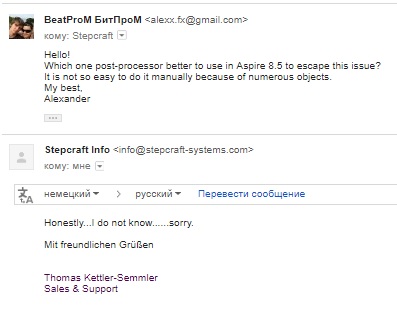
The worst thing that I did not receive any help from support staff (see attachment).
Veröffentlicht : 08/12/2017 6:29 pm
Anyway, here is attached G-code file.
Black lines between objects.
What is wrong?
PS I'm desperate
Veröffentlicht : 08/12/2017 6:39 pm
Hello!
My daughter in law just got a new kichen and will get from us a new cut-board which (made of bamboo) where my wife wanted that I add some drawing.

I used Aspire and made it with pockets whereby the laser tool setup is .14mm diameter, 0.1mm cut dept (one pass only), 14mm/sec speed and the power was 150 out of the maximum of 255 on the Steppy.
I forgot where I downloaded original stepcraft/vectric post processor but I changed it anyhow because it inserted M10Qx-commands afer every segment. Here is my changed version attached.
Frank
Steppcraft 600/2 + HF500 + SwitchBox + Laser + Schleppmesser
Absaugung und Vakuumtisch
an Mach3 oder UCCNC mit Taster für Z-Null und Werkzeuglänge
Veröffentlicht : 09/12/2017 4:48 pm
Hello!
My daughter in law just got a new kichen and will get from us a new cut-board which (made of bamboo) where my wife wanted that I add some drawing.
I used Aspire and made it with pockets whereby the laser tool setup is .14mm diameter, 0.1mm cut dept (one pass only), 14mm/sec speed and the power was 150 out of the maximum of 255 on the Steppy.
I forgot where I downloaded original stepcraft/vectric post processor but I changed it anyhow because it inserted M10Qx-commands afer every segment. Here is my changed version attached.
Frank
Steppcraft 600/2 + HF500 + SwitchBox + Laser + Schleppmesser
Absaugung und Vakuumtisch
an Mach3 oder UCCNC mit Taster für Z-Null und Werkzeuglänge
Veröffentlicht : 09/12/2017 4:48 pm
It would be very kind of you to publish Stepcraft post-processor.
The official support service team doesn't know about its existence.
I even started to doubt if they read their own manual.
Thanks in advance.
Veröffentlicht : 10/12/2017 4:18 pm
My version of the post processor for vectric was attached two posts ago (inside the zip file).
My original wisdom I got from this video: https://www.youtube.com/watch?v=pdznc4NWkKM
Frank
Steppcraft 600/2 + HF500 + SwitchBox + Laser + Schleppmesser
Absaugung und Vakuumtisch
an Mach3 oder UCCNC mit Taster für Z-Null und Werkzeuglänge
Veröffentlicht : 10/12/2017 11:46 pm
same to me... 🙁
don´t know why laser is on when its only moving with S0 ???
Veröffentlicht : 12/01/2018 3:52 pm
The STepcraft laser is not controlled (like GRBL) with the S command. It's is switched on with M10 Qx and off with M11 command!
Therefore SW for laser GRBL does not work!
Frank
Steppcraft 600/2 + HF500 + SwitchBox + Laser + Schleppmesser
Absaugung und Vakuumtisch
an Mach3 oder UCCNC mit Taster für Z-Null und Werkzeuglänge
Veröffentlicht : 12/01/2018 4:29 pm
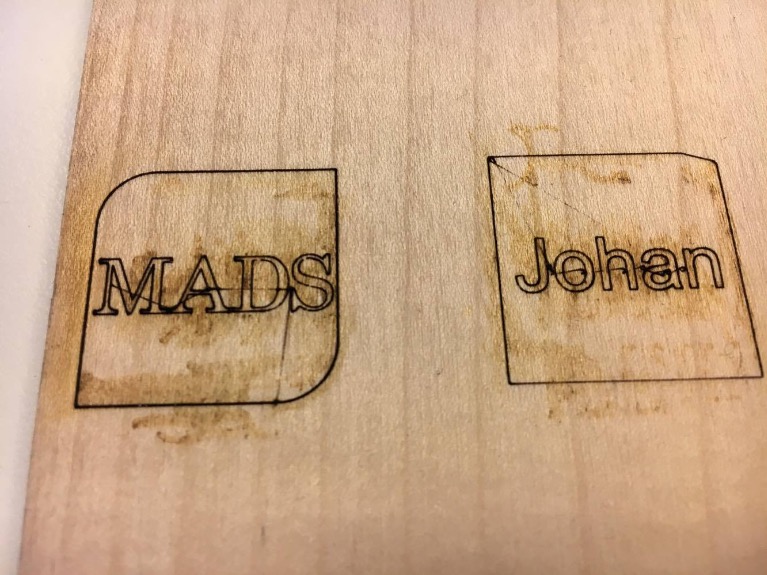
My post rocesors for Aspire 8.5V. Slightly changed 'Stepcraft' offered.
Spindle Speed = X,Y speed of motion (F)
Feed Rate = Laser Strength (S)
G-code
The result
Veröffentlicht : 19/08/2018 9:11 pm
My post rocesors for Aspire 8.5V. Slightly changed 'Stepcraft' offered.
Spindle Speed = X,Y speed of motion (F)
Feed Rate = Laser Strength (S)
G-code
The result
Veröffentlicht : 19/08/2018 9:19 pm
Seite 1 / 2
Nächstes
