Benachrichtigungen
Alles löschen
Laser engraving
9
Beiträge
3
Benutzer
0
Reactions
6,466
Ansichten
Themenstarter
Hello all,
I thought I'd open a thread where people could post their lessons learned/suggested settings for materials that they have tested.
--
Test on Rowmark 602334 (brushed silver metallic finish, black plastic underlay) - http://www.rowmark.com/laser/Flexibrass/Flexi.asp
- I had initially given up on using the Stepcraft laser on this type of a material, but when I opened the box with the material and saw the 'laserable' label, I decided to give it a try.
[EDIT: For a short answer, ideal settings for this material is likely 95 power at 4mm/sec. Second best was 85 power at 2.5 mm/sec, and Third was 100 power at 5mm/sec. If speed is important and you won't have the tag mounted on a contrasting colour, then you could use the 100 power at 5mm/sec.
See the below section for the full details.]
For the below, the feed rate of 5mm/seconds was used
full power, (255 - 100%) - cut right through both the Rowmark material, as well as the Cricut sticky mat that I had used for my initial test.
From here on, I just taped the full sheet (well, ordered as a quarter sheet) directly to the T-slot table.
25 (9.8%) - nothing
50 (19.6%)- nothing
75 (29.4%) - nothing
80 (31.3%) - minimal marking
85 (33.3%) - some marking, in areas frequently traveled by V-Carve toolpath strategy, some areas pushed through to black underlay
90 (35.3%) - many areas pushed through to black underlay
95 (37.3) - most areas pushed through to black underlay - edge slightly irregular.
100 (39.2%)- close to ideal. Black plastic close to being too thin, though.
125 (49%) - begins to burn through the black back layer
150 (58.8%)- burns through central portion of lasered area, begins to get some warping in silver on edges
175 (68.6%)- burns through most of lasered area
200 (78.4%)- burns almost completely through area (almost enough to cut cleanly through on all edges
255 (100%) - cuts cleanly through on all edges
When using a power of 100 (39.2%), and increasing the speed,
5mm/sec is close to ideal.
10mm/sec is comparable to the 90 (35.3%) at 5mm/sec - the areas not pushed through to black (most) are slightly tarnished
15 and 20 mm/sec is comparable to 85 (31.3%) at 5mm/sec - the areas not pushed through to black (most) are slightly tarnished
100 power at 10mm/sec - most areas not fully burned through to black
125 power at 10mm/sec - mostly burned through to black, slightly irregular edge, some central areas burned all the way through
150 power at 10mm/sec - good edges, but more central areas burned all the way through the back layer
175 power at 10mm/sec - large portions burned all the way through the back layer
150 power at 20mm/sec - slightly irregular edges, small pinpoints burned through the back layer
175 power at 20mm/sec - significant portions burned through the back layer
I imagine you could go to a higher power and find a faster feed rate that is OK, but given the slight blistering at the edges and how quickly it could burn through the back(black) layer, it didn't seem like a productive avenue to go down.
On the other hand, it may be worthwhile testing slower speeds still, at lower power. The 100 power at 5mm/sec did occasionally have a pinpoint area that had burned through the back layer.
[Edit: I ended up running these tests:
76 power at 2.5mm/sec - nothing (other than very slight tarnishing)
80 power at 2.5mm/sec - some small areas through to back layer
85 power at 2.5mm/sec - fully through, single pinpoint area burned through back layer (slightly better than 100 power at 5mm/sec)
90 power at 2.5mm/sec - fully through, larger pinpoint area burned through back layer (similar to 100 power at 5mm/sec)
80 power at 4mm/sec - nothing other than slight tarnish
85 power at 4mm/sec - moderate marking through to back, perhaps 50% of the total area
90 power at 4mm/sec - fully marking through to back, slightly irregular edge
95 power at 4mm/sec - fully marking through to back, good edges
One caveat - This testing was done using V-Carve desktop, using a 'spindle' with a tip of 0.1mm - single pass. In emailing Vectric, it seems they have no plans to support laser tools specifically with this product. They introduced a 'laser tool' choice for their toolbox, but it is not compatible with anything within the product - I was told it was introduced to have toolbox cross-product compatibility.
If someone has an alternate product suggestion that is better for laser carving of vector data (boxes, text, etc), I'd love to know of it.
Cheers!
Veröffentlicht : 08/10/2017 3:37 am
Themenstarter
I've made a test grid largely focussed for the Rowmark flexi-brass product line (I think), and attached it here.
You can see it on the 602-334 product in this image:
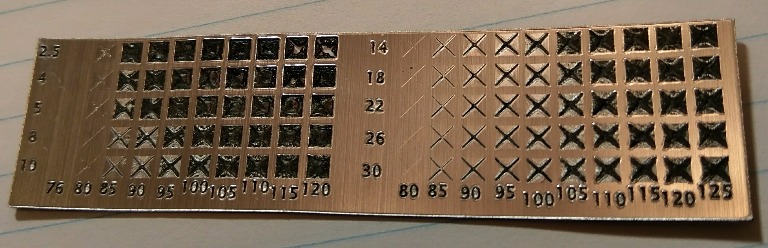
The 'X' at the test sites are created by the beam slowing down at the corners, about to change direction.
You can see fairly well that lower power, slower speeds, does better. Pretty much the whole right panel had pinpoint (or larger) areas that burned through the back layer.
The vertical 'axis' is the feedrate in mm/sec, and the horizontal axis is the power (out of a total of 255)
The reason I set the lowest power at 76 is that I vaguely recalled that the lowest functional power setting is 30%.
The g-code for this grid is below, should others want to try it:
Cheers!
Veröffentlicht : 08/10/2017 6:43 am
Themenstarter
Wood: Pine - testing just burning/marking the surface (not cutting)
ideal probably power 110 at 10mm/sec, (or 105 power at 8mm/sec; 95 power at 5mm/sec).
My test grid at the faster speeds didn't have enough power to full identify when the edges became too irregular (too much power)
Likely OK would be 125 power at 14 mm/sec .
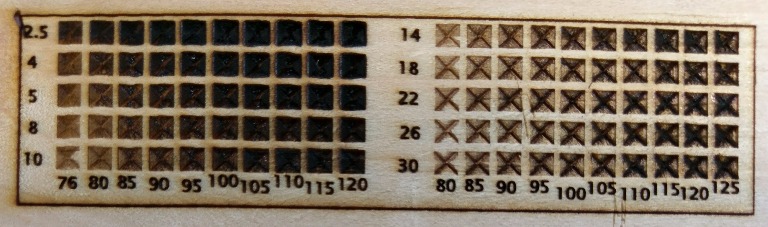
Looking at this data, it's a fairly linear relationship. The approx formula for pine is Power (out of total 255) = 3*(speed)+85.
Of note, though, is that the depth is more irregular at the higher power/faster speeds if the laser path slows down for any portions (corners, etc)
If you're just etching thin letters or outlines in, it should likely be OK to run it faster at higher powers.
The half-speed (25mm/sec) would have a power of 155 with this formula.
The max speed (50mm/sec) would have a power of 230, although I imagine the full power 255 would likely be pretty good too.
Veröffentlicht : 10/10/2017 12:08 am
Themenstarter
Leather
The underside of an old leather belt was used.
If the goal is to simply mark the leather, without burning down into the leather, then low power (76 - 30%) at apprx 5mm/sec. If simply marking lettering, rather than wide areas where the varying speeds/ramping gives different depths of burning, then faster speeds/powers could be used (100, at 10mm/sec).
The outside border, which is full power (255) at 5mm/sec, cut about 1.5 mm into the belt (4mm thick). There was minimal burning on the edges of the cut.
See the attached calibration image. The picture inaccurately makes the lettering seem unclear or overburned - it actually is quite crisp - you're probably seeing a reflection of light over the contoured surfaces where the burned lines were close together.

Veröffentlicht : 12/10/2017 3:53 pm
Themenstarter
4.8mm (~3/16") Balsa
Cutting out a box (made with Inkscape, using the LaserCut Box extension and G-Code from my adapted G-Code extension (see the software section of this forum).
Ideal settings so far: 500 mm/min (8.3mm/sec), at full (255) power, total 6 passes.
This left two very small areas needing a poke with a craft knife
There was one small flare-up, and when I noticed this, I put some masking tape over the top of it, and no further flare-ups occurred.
I have noticed that balsa is quite susceptible to flare-ups, and if you have any detailed cuts in a small area, you may soon find that area reduced to ashes. It may be minimizable by covering with masking tape, and possibly by putting a dense wood underneath it (rather than a shiny aluminum t-slot plate like I had reflecting the laser back up). I had opted to forgo balsa for future projects for this reason, however, I did have a lot of wood leftover, and I found it sufficed perfectly for this project.

Veröffentlicht : 02/03/2018 6:12 am
Thanks for this, it is really useful. I should be getting mine in the next two weeks so this will help me prepare.
Veröffentlicht : 18/03/2018 4:52 pm
Themenstarter
To mark brushed aluminum (with some sort of a clear coat on it), I found that 255 power at 1mm/sec was just barely able to create a shadow.
This was fine for me to mark a travel mug in a largely inconspicuous way.
Veröffentlicht : 06/05/2018 9:56 pm
Has anyone done tests on engraving bricks or tiles? I saw the pictures here polarengraving.com. Like a tile in front of police or universities. I read that even for charity such bricks are ordered. I know that using laser engraving, but I didn't find information about what application it does.
Veröffentlicht : 12/09/2018 11:15 pm
Themenstarter
To engrave brick or tile you would likely need a much more powerful laser, and likely a different type (ie, 30-40 watt CO2)
Veröffentlicht : 13/09/2018 6:09 pm
