Benachrichtigungen
Alles löschen
Laser engraving
12
Beiträge
8
Benutzer
0
Reactions
62.4 K
Ansichten
Themenstarter
I've been working to get my laser DL445 set up and working with UCCNC.
Probably due to how new it is, there seems to be scant information online about some of the associated troubleshooting.
I have a Stepcraft II 600, with no custom modifications.
1) The switchbox I received with my automatic tool changer has a setting labeled laser, with a blank port on the back labeled laser. it seems there is a card yet to be produced for it.
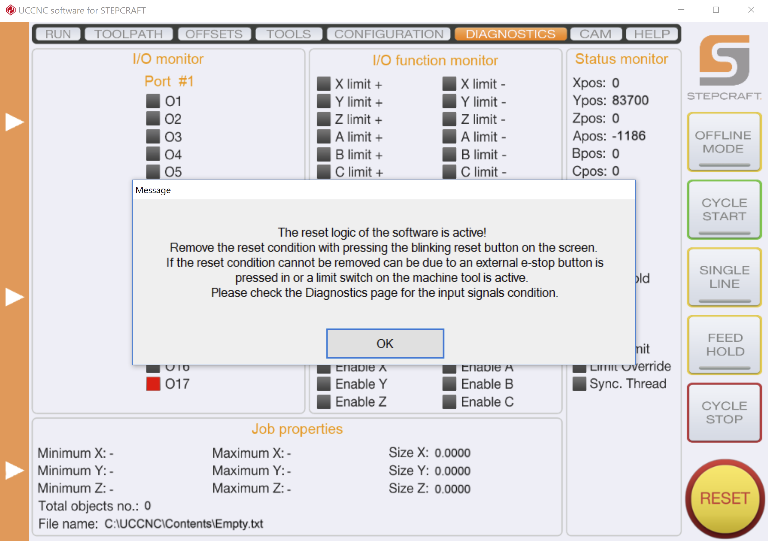
2) I then plugged the Stepcraft II 600 connector directly into the laser box. I opened UCCNC using the stepcraft.us-provided Stepcraft Laser profile. I wasn't able to reset the UCCNC, as something was preventing this. No stop buttons were activated, and none of the limit switches were triggered.
I tried all variations of having the integrated laser height sensor deactivated, or depressed just far enough to have the laser logic engaged, or fully extended.
3) When I opened UCCNC using the default Stepcraft 600 profile, this error did not occur. I could enable the Stepcraft, and move the axis manually.
I can also successfully 'reset' / activate the unit using the Stepcraft Laser profile if the unit is plugged into the milling control box (not the laser). Oddly enough, I can only control the z axis using manual controls - not x or y - from this profile.
4) Looking through the laser manual, section 4.2 (UCCNC), using the Stepcraft Laser profile, I confirmed the settings that I could. The first section, describing settings in configuration/axis setup/laser -- there is no 'laser' option. I believe I did find those settings under the 'spindle' label, and the settings were the same. All the other settings were already correct, and the Laserengrave plugin was enabled (with call startup checked as well).
5) Possibly an issue: I have a stepcrft tool length sensor installed on my machine. I don't want to have to manually disconnect it from my board (meaning disassembling the enclosure that I've built, then opening up the back and unscrewing the terminals). I believe it's a simple on/off switch, so I tried all the variations of combining various positions of the laser length sensor (disabled, fully extended, partially retracted to the point the laser logic engages) with the tool length sensor depressed or not. Regardless, the M31 macro modification for the tool length sensor isn't relevant here, as they are on the general Stepcraft 600 profile, not the laser profile.
6) Looking at the M31 macro in the Laser profile directory, the contents are almost identical to those in the Laser manual, with the only difference being the double newZ variable. The one in the laser profile was .2 while the one in the manual specifies 1.7 . I can't see how this height variable would trigger the reset logic/stop switch before it could even be used as part of the macro.
7) Another potential issue: I have used the cable supplied with the base stepcraft kit to connect to the laser module (not wanting to disassemble my enclosure), rather than the one that shipped with the laser unit. I am unsure if the cable pins are mapped the same.
=====
I have made several assumptions here, and it would be good to know if they are correct or not.
I also would like to know when the board/connection for the switchbox will be available for my laser unit (I was a bit surprised it didn't ship with the unit, as I ordered everything together, and it has a label on the switch and the back plate for a laser connection)
If indeed the tool-length sensor can't be physically connected while the DL445 laser is being used, it would be good to have a quick connect/disconnect option (possibly using an 1/8" jack like the 3d probe, or something similar).
Is there somewhere in UCCNC that needs enabling for the 'laser' tab in axis setup to be revealed, or is this simply a re-labeling of the 'spindle' tab?
Thanks for your help!
Ben
Error Message from Stepcraft Laser Profile
Diagnostics Tab, from Stepcraft Laser Profile

No 'Laser' Setup tab

Main View from UCCNC Stepcraft Laser Profile

Veröffentlicht : 27/08/2017 7:58 pm
Ben,
I ran into some of the same issues, but now have a functioning laser. Yes, I too got bit by the switch box snafu. Shipping a switch box purchased with the laser, that is not compatible with the laser is, IMO, poor sales management. To make matters worse, is the boxes don't have the connections for the ATC like the box that comes with the ATC. Too many variations. They need a one-size-fits-all.
The touch probe logic is set up as NC (normally closed). The probe activates when the switch is opened. The same goes for the 3D probe, but evidently not for the laser probe. I started out with the touch probe hard wired to the controller but then installed a jack on the front left where the probe wire used to feed thru. I installed connectors on my touch probe and 3D probe but then learned (the hard way), that I had to have the jack shorted when NO probe was attached to make the system happy. Then the laser came out and bucked with tradition. It needs the OPPOSITE logic (why, I'm not sure). If I leave the shorting plug in, no deal, must be out.
While the logic can be changed in the profiles, I believe it should be consistent with all of the accessories on the Stepcraft - touch probe, 3D probe, laser probe. Just another source of confusion and frustration.
Now if I can just get the alignment beam on the laser to work. It's worked only once or twice in over several dozen uses. Not a very good record for a new product.
Bob
S2/600, Industrial HF spindle (StoneyCNC)
DL445, 4th axis, touch probe, 3D probe
UC100 + UCCNC (Win10)
Veröffentlicht : 28/08/2017 4:37 pm
Themenstarter
Thanks Bob,
The touchprobe being normally closed, and then opened by the tool when it presses does explain the challenge with having it connected at the same time. I'll probably install an 1/8" mono headphone jack as a quick-disconnect option in the line. For now, I'll probably hook a clamp to force the connection open when tinkering with the laser.
For others' references, I'm including Dan's (from Stepcraft US) response to this same question emailed to them. I haven't tried again as my kids are particularly busy lately, but will add any pertinent modifications, should I discover them.
Dan's Response:
1)The switch box does not currently support the laser even though it has the marking for it. It will be an add-on chip and connection that should be releasing soon.
2)Check the diagnostics page, likely the light for EStop will be lit up green. The laser itself has a emergency stop switch in it to make sure it is seated properly.

3) Always make sure you are switching the serial cables when the power is disconnected from the machine. If the changes are being made with the machine powered up it can affect how the machine operates.
4)The laser operates off of some of the same pins as the spindle would so yes some of the settings for the laser are set through the "spindle" configuration.
5)With both connected the regular tool length sensor would need to be depressed, when operating the sensor on the laser.
6)Yes the macros are similar. The height of the sensor can be fine tuned with the changing of the value. you always want to have the brush slightly touching the material, and shielding the laser beam from being visible.
7)The cable is the same, no issue would be caused by that.
Veröffentlicht : 03/09/2017 8:15 pm
Themenstarter
So I've been able to get the laser to work using a combination of the above suggestions.
I think I had been correctly depressing the safety switch on the laser, but I was very intentional about it this time.
I used a clamp to hold the touchprobe depressed, to open the circuit for use by the laser.
I then zeroed the laser, depressing it manually until the probe status light turned green in UCCNC.
At this point I could have it start the job.
Interesting enough, using the laser profile (which has a pop-up plugin to set up a job using a picture file), after the information was transferred to UCCNC, the information could be lost by some of the tinkering / zeroing that I did. I had kept the plugin window open after initially transmitting the info to UCCNC (rather than close it like I had previously), and simply re-submit it. This worked well, and my first 10cm x 10cm job is now 16% done.
Incidentally, the included laser protection glasses filter out the orange font used of a lot of the content of this forum, so It's not very easy to use this website in the same room (while wearing the glasses) of the operating laser.
Ben
Veröffentlicht : 03/09/2017 9:12 pm

Hello,
I managed to set up a laser on my Stepcraft 420 with Mach3. Here's a clip of how I managed that. This may help others.
https://youtu.be/99zsObr0qw0
Stepcraft 420 (version 1) - HXKJ-GS52-400W Air cooled DC spindle - 445nm Blue Laser diode G2
Veröffentlicht : 04/09/2017 11:46 am
Hi,
I bought a DL445 Laser for Stepcraft 420 and I have license for UCNNC.
I made all set-up like in Laser manual but The laser diode does not start!
The measuring system of the laser is working and also the test program was running but the laser source did not start!
nor for
M3
M10 Q128
neither for
M3 S50
The laser is connected directly to the Stepcraft and no lenght sensor is conectted.
Any ideea?
Thank you
Veröffentlicht : 06/11/2017 8:22 pm
Ellypse
M05 Q0
G90
G21
G1 Z0
G1 F800
G1 X40.9625 Y12.6941
G4 P0
M03
M10 Q128 ( Laser ON with 50% )
G4 P0
G1 F500.000000
G2 X40.0864 Y10.277 I-3.7723 J-0.
G2 X36.7446 Y7.6403 I-7.9386 J6.6256
G2 X32.3877 Y6.1397 I-7.9643 J16.0475
G2 X26.5616 Y5.547 I-5.8261 J28.3407
G2 X20.7356 Y6.1397 I0. J28.9333
G2 X16.3787 Y7.6403 I3.6074 J17.5482
G2 X13.0369 Y10.277 I4.5968 J9.2623
G2 X12.1608 Y12.6941 I2.8961 J2.4171
G2 X14.8963 Y17.1057 I4.925 J-0.
G2 X26.5616 Y19.8412 I11.6653 J-23.5048
G2 X38.227 Y17.1057 I-0. J-26.2403
G2 X40.9625 Y12.6941 I-2.1894 J-4.4116
G1 X40.9625 Y12.6941
G4 P0
M05 Q0 ( Laser OFF )
G1 F800
G1 X0 Y0 Z20
M18
Mach4, CAMBAM,ESTLCAM 9 + 10, Stepcraft 2/420 mit Kress 1050 Absaugung, Stepcraft Umhausung, UCCNC, Fräswanne, HF 500 Spindel, Gravierspitze, Switchbox, WZ-Längentaster, VCarve 9, Laser 445 von Stepcraft, Handrad UCR201, Performace Kit
Veröffentlicht : 08/11/2017 7:14 am
Themenstarter
DOREL.ANANIA,
The test .nc file from the manual worked perfectly for me:
G21; set units to millimeters
G91 ; use relative coordinates
M3 ; set job signal to active
M10 Q128; laser start with 50% power
G1 F500.000 Y40.00000 ; feed with 500 mm/min.
G1 F500.000 X40.00000 ; feed with 500 mm/min.
G1 F500.000 Y-40.00000 ; feed with 500 mm/min.
G1 F500.000 X-40.00000 ; feed with 500 mm/min.
M11 ; laser stop
M5 ; set job signal to inactive
M30 ; program end
If the laser doesn't start with this (which I'm assuming is the case, as you quote the M10 Q128 line),
1) Perhaps the laser isn't fully seated - there is a small switch on the laser head that must be fully depressed when mounted in the bracket.
2) the integrated tool length sensor within the laser isn't activated. On the bottom edge of the laser head, there is a slide switch. Slide it down, and a metal probe descends. Slide it up, and eventually the 'length sensor' activates, and the laser engages. If you don't want this to happen automatically using the modified config files in the laser UCCNC profile, then with the laser control unit turned on, slowly slide that switch up until the guide low-power laser turns on and you see the dot on your surface. Then, stop. (I can't recall if the laser works if that switch is pushed all theway forward)
3) Ensure you're using the laser profile in UCCNC. You may need to cancel out of the image loading plugin. (I'm not sure if this is essential, but this is what I've used, and that has been successful for me.
All the best!
Veröffentlicht : 13/11/2017 9:14 pm
Hi...i am a new user here. I recently bought the DL445 and am now trying on it.Unfortunately, with one problem: The laser does not switch off between the individual contours, but remains on. That's how it stands in the CNC program that I created with estlcam 9. The shutdown command between the individual engravings is missing.Has someone with experience and can give me a tip, what I would have to stop there?
Veröffentlicht : 19/04/2018 5:04 pm
Themenstarter
Hi Peter,
You'll need to speak to whomever designed the postprocessor for whichever program you used to create the g-code.
Some software applications / post-processors have a place where you can configure the turn on / off commands yourself. Look for this, and set it to M10 to turn on and M11 to turn off for UCCNC (which is the topic of this thread). I'm not sure what estlcam needs - choosing that application means you're a bit more on your own.
Veröffentlicht : 06/05/2018 9:54 pm

I create a milling path with a depth of 0.01000 and search with a text editor for ( G01 Z-0.01000 F100) and insert there M10. And just as the cutter moves up (G00 Z0.02200) M11. It is important that the spindle is switched on.
Sorry Googletranslater.
Greetings Nils
Zweifler sind der Ansporn es doch zu tun.
Veröffentlicht : 11/05/2018 8:37 pm
I have the same issue using Cut2D. I have to go in and manually edit the M11 and M10Q?? command. It does put in M10S0 but then the laser seems to be always on at full power. Am I missing something in Cut2D or is this the way I have to use the laser
Veröffentlicht : 25/05/2018 5:15 pm
