Benachrichtigungen
Alles löschen
Aufbau
10
Beiträge
2
Benutzer
0
Reactions
1,514
Ansichten

Themenstarter
Servus an alle!
Ich habe mir eine M700 mit UCCNC und dem Semi-closed Loop System genehmigt. Das Ganze als Bundle zum Selbstaufbau.
Der Aufbau als solches lief ohne Probleme, bis auf eine Platine, welche nachgeliefert werden musste - halb so wild, ist ja nur etwas Zeit die draufgeht...
Jetzt bin ich in der Bauanleitung an dem Punkt, wo ich die Maschine einfahren soll und dann mit 3nM die Schrauben anziehen soll, damit das Gerät quasi frästauglich wird. Die Vorfreude war natürlich riesengroß, dementsprechend alles sauber vorbereitet, damit auch ja nichts schnell schnell passiert.
Angeschlossen an den Strom, die Maschine gibt ein Lebenszeichen! Wunderbar!
Dann UCCNC an meinem Gerät installiert, wie in der Anleitung beschrieben, auch das war alles problemlos.
Das Setting steht und ich drücke die Pfeile der Z-Achse und die fährt sauber hoch und runter. Freude!
Dann will ich das gleiche machen mit den anderen Achsen: X-Achse macht keinen Ruck. RESET wird ausgelöst. Erster Dämpfer.
Y-Achse fährt ein Stück nach hinten, läuft erst problemlos. Dann RESEST ausgelöst.
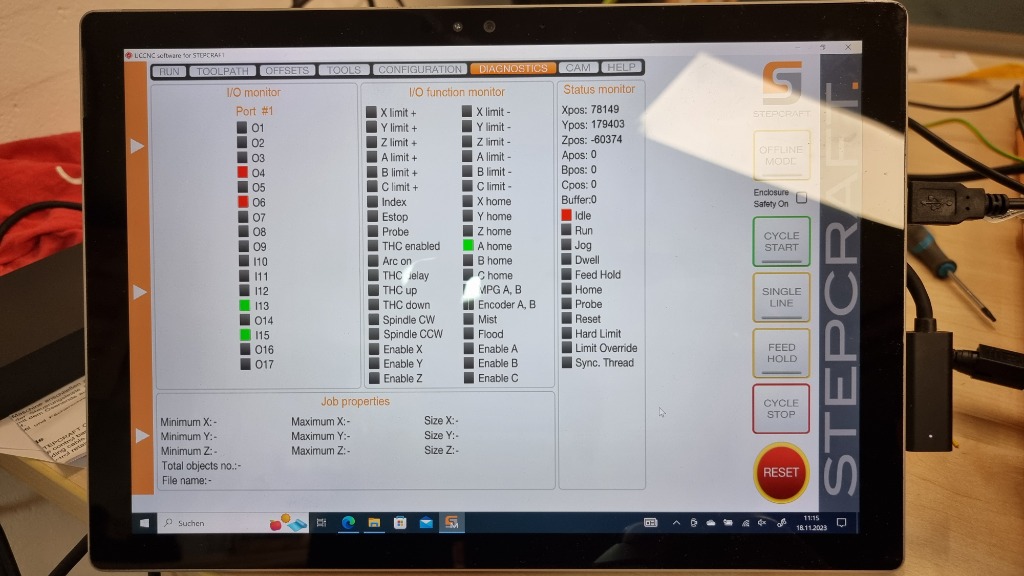
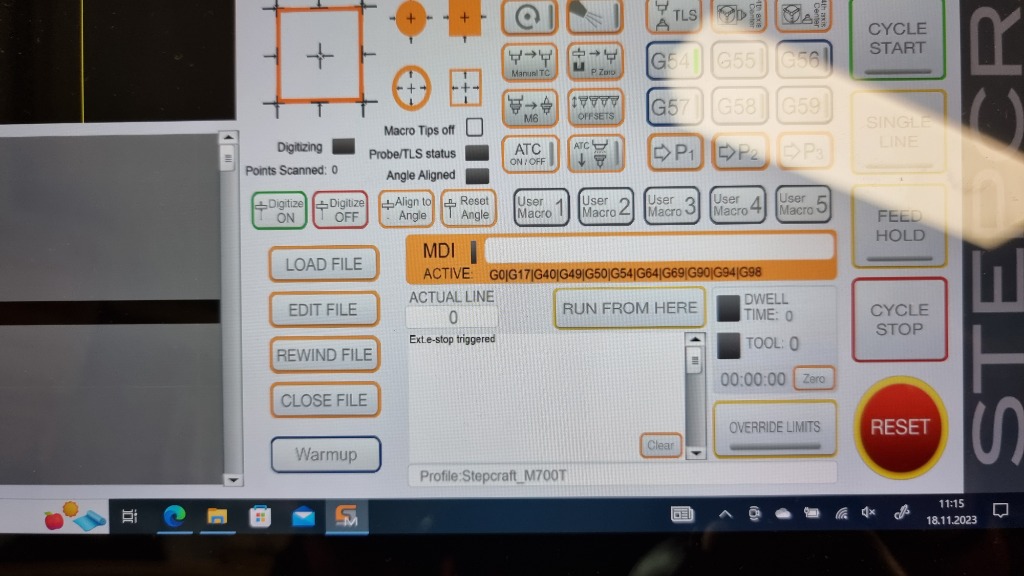
Danach verfährt Y2 ohne Probleme hin und her, Z-Achse geht auf einmal auch nicht mehr und X-Achse macht immer noch nichts. Außer die Fehlermeldungen anzeigen (siehe Anhang).
Jetzt zu meiner Frage:
Was mache ich falsch? Was kann das Problem sein?
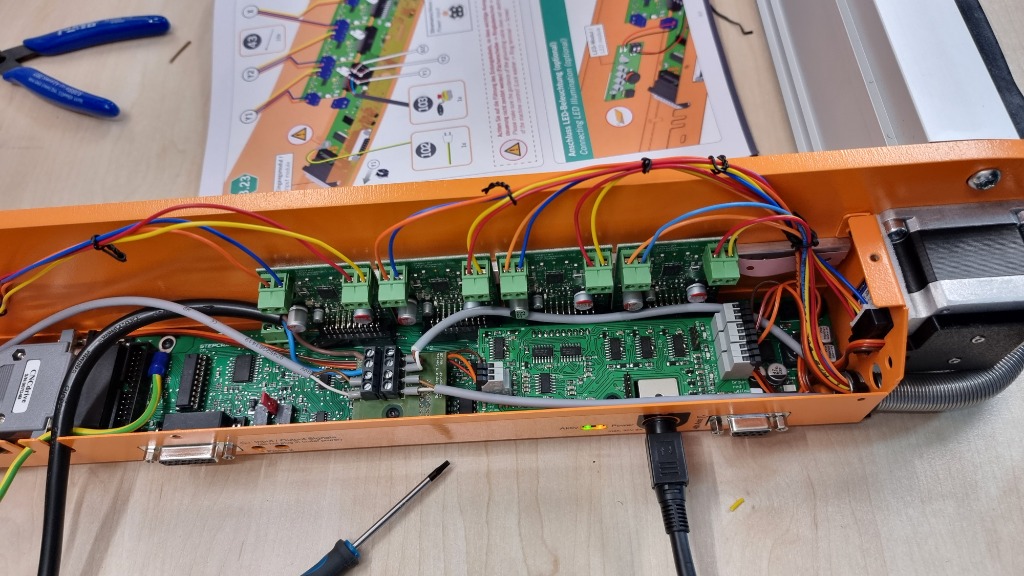
Verkabelungen habe ich überprüft, da ist nichts los und die Stecker sollten auch alle am richtigen Ort liegen, laut Bauanleitung.
Die Enden der Kabel habe ich mit Aderendhülsen versehen, da ich mir dachte, dass sei sauberer. Habe auch das Equipment dazu, die sitzen bombenfest. Kann das dennoch ein Problem darstellen?
UCCNC Manuals habe ich auch durchgelesen, werde aber nicht wirklich schlau daraus. Als Profil hab ich das mitgelieferte M700 Profil geladen. Muss ich da sonst noch etwas einrichten?
Generell: wäre es für mich sinnvoller auf WinNC PC umzusteigen? Ich möchte einfach nur via Fusion360 meine Fräsprogramme erstellen und mit der M700 abfräsen. (könnte man das nachträglich noch umtauschen?)
WZ-Längensensor ist mit an Bord und je nach Workflow kommt vll. noch ein WZ-Wechsel irgendwann ins Spiel - aber noch in weiter Ferne.
Zu meiner Person: Bin Modellbaumeister und habe jahrelang CNC-Fräsen bedient und programmiert. Daher würde ich von mir schon behaupten, dass ich von der Materie eine Ahnung besitze.
Würde mich sehr freuen, wenn mir jemand bei meiner Problematik helfen könnte, weil ich endlich loslegen will! 🙂


Veröffentlicht : 18/11/2023 12:45 pm
Hallo Larx,
der Not Stopp wird entweder ausgelöst, wenn während des Betriebes ein Endlagenschalter betätigt wird oder ein Schrittverlust durch das Semi-Closed Loop erkannt wird. Bevor du mit dem Einfahren beginnst solltest du die Achsen ungefähr in Mittelstellung bringen, dann sollten die Endschalter schonmal nicht mehr dass Problem sein, Es sei denn es gibt in diesem Kreis ein Problem. Falls es dann immer noch zu dem Fehler kommt, evtl. mal die Hauptplatine des Semi Closed Loop Systems entfernen.
Achte beim Laden des Profils darauf, dass du die richtige Version vom Datum her nutzt. Stepcraft hat ab Mai 2022 die Schrittrate der Motortreiber geändert.
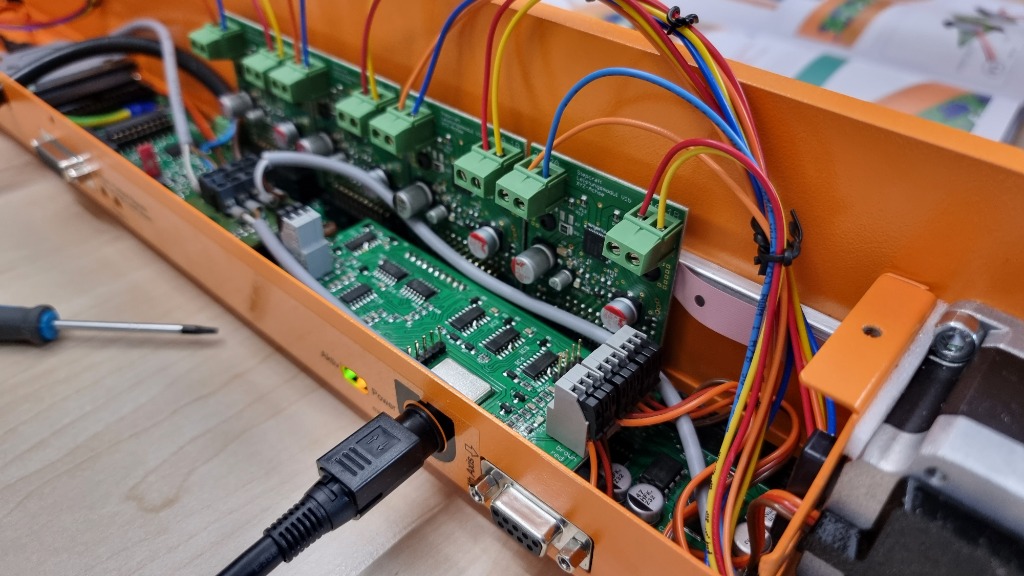
Im Übrigen, haben mich deine Bilder etwas irritiert. Die Kabelschläuche der Y-Achse bestehen meines Wissens aus halb Kunststoff und halb Metallspiralschlauch. Diese werden so eingebaut, dass der Kunststoffschlauch an der Steuerung beginnt und mit O-Ringen in den Gehäuseteilen fixiert wird. Auf deinen Bildern sieht es so aus, als würde die Metallspiralseite an der Steuerung beginnen. Hier evtl. nochmal in die Anleitung schauen.
Gruß
Patrick
Veröffentlicht : 20/11/2023 3:35 pm
Themenstarter
Servus Labo,
Sry dass ich mich jetzt erst melde, aber hab leider keine Benachrichtigung bekommen, dass mein Beitrag beantwortet wurde.
Also vorab: Danke!
Das mit dem Schlauch hab ich tatsächlich falsch rum eingebaut, weil das in der Anleitung leider etwas dürftig beschrieben ist. Aber hab nochmal alle Kabel rausgezogen und das geändert. Das passt jetzt alles.
Die Maschine fährt jetzt frei und bewegt sich in jede Richtung und wohnt in ihrem Gehäuse und wartet auf ihren ersten Einsatz.
Das Problem war, dass insgesamt eine Spannung im System war. Hab nochmal alle relevanten Schrauben gelöst und ordentlich gelockert und dann gings Einfahren wie in der Anleitung beschrieben.
Hatte nur noch keine Zeit zum programmieren für ein Fräsprogramm.
Hast du noch Tipps für mich, wie und wo ich die Fräse einstellen sollte, damit ich eine möglichst hohe Genauigkeit erreichen kann?
Veröffentlicht : 23/11/2023 10:48 pm
Hallo Larx,
ich habe meine Maschine mit einem Winkel zum Maschinentisch ausgerichtet, das hat mir bisher immer ausgereicht.
Gruß
Veröffentlicht : 24/11/2023 1:32 pm
Themenstarter
Also die Maschine läuft und ich habe jetzt ein paar Testfräsungen machen können. Programmiert wird mit Fusion360.
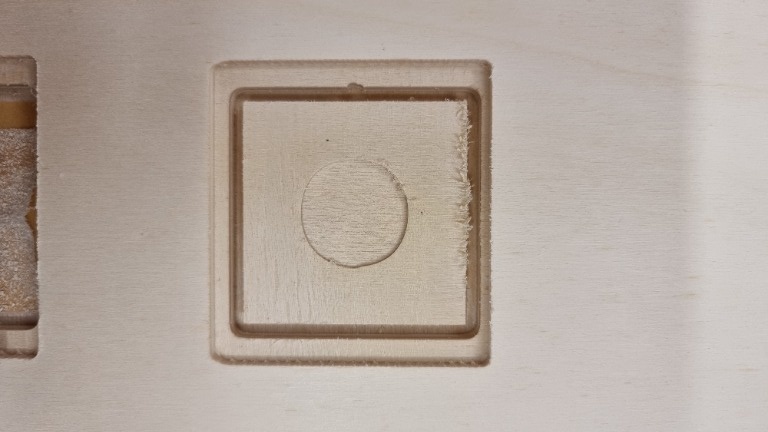
Die Maßhaltigkeit der geraden Außenkanten ist Bombe und absolut das, was ich mir nur erträumen hätte können, jetzt kommt aber das große ABER:
Kreise sehen ziemlich daneben aus und da passt noch nichts 🙁
Z-Tiefe ist leider auch relativ konsequent umara -0.2mm zu tief, egal ich von der Oberkante einmesse oder von der Opferplatte aus. Fräsdaten stimmen, da bin ich mir zu 100%, da ich 10 Jahre lang CNC-Fräsen programmiert und genutzt habe.
Was mich jedoch verwundert: gerade Kante sind winklig und maßhaltig, aber die Kreisgenauigkeit stimmt so überhaupt nicht - passt das zusammen? Bzw. hatte jemand ein ähnliches Problem?
Schrauben sind alle fest angezogen wie gefordert. Maschine sitzt auch gut und da wackelt nichts. Gibts an der Maschine Einstellschrauben oder Einfahrprogramme? z.B. um die Stepper aneinenader anzugleichen, falls einer mehr oder weniger macht?
Was mich auch wundert (siehe Bilder) das der Kreis/die Tasche so eine richtige Kante vorweist. Durchmesser soll 25mm betragen und 1mm Tiefe.
Tiefe ist ca. 1,21mm (je nach Messung).
Ich nutze den Werkzeulängensensor TS-32 mit Halteplatte - wie muss ich da den Offset in UCCNC richtig einstellen? Als default-wert wird hier ja 32,5mm angegeben.


Veröffentlicht : 27/11/2023 8:43 pm
Hallo Larx,
welche Spindeln hast du verbaut? Igus Dryspin oder Hiwin Kugelumlauf?
Bei Hiwin sollten die Kreise definiv Rund werden.
Bei den Dryspin musst du das Spiel durch die 2. Spindelmutter reduzieren (Spannen)
Bezüglich des Z-Tiefe muss jeder Taster vermessen werden. Die 32,5mm ist lediglich ein Richtwert.
Ich spanne in der Regel einen Fräser ein und fahre den mit der Z-Achse so weit bis der Fräser exakt auf dem Material steht.
Dann Z-Achse nullen, hochfahren, Taster drunter und so weit runter bis der Taster schaltet (elektrisches Schaltsignal). Dann das Z-Achsen-Maß als Tastermaß eintragen.
Dann sollte das ganze passen.
Gruß
Veröffentlicht : 29/11/2023 12:04 pm
Themenstarter
Danke dir für deine Antwort!
Hab inzwischen die Fehlerquelle beseitigen können.
Anscheinend gab es irgendwo noch eine Spannung im System. Relevante Schrauben gelockert und nochmal sachte angezogen.
Jetzt liefen die ersten Tests definitiv rund 🙂
Ah ok, d.h. die angegebene Höhe bezieht sich auf die Höhe des Auslösens des Tasters.
Damit wird nicht die allgemeine Höhe gemeint.
Perfekt. Sehr gut zu wissen. Dann werd ich das heute mal in Angriff nehmen.
Dann sollten alle Baustellen erstmal beseitigt sein. Ich danke dir vielmals!
Veröffentlicht : 02/12/2023 4:13 pm
Themenstarter
P.S.:
Wenn ich dich grad schon zur Hand habe:
Wie definiere ich eigene Position im UCCNC? Und eigene Makros?
Dass ich nicht ständig M31 eingeben muss, sondern nur auf eine Taste drücken muss.
Und die Position wäre sehr praktisch für WZ-Wechsel und WZ-Vermessung
Veröffentlicht : 02/12/2023 4:15 pm
Hallo Larx,
da kann ich dir leider nicht wirklich weiterhelfen. Da ich zur WinPC-NC Fraktion gehöre und mich daher in UCCNC nicht auskenne.
Gruß
Veröffentlicht : 05/12/2023 2:14 pm
Themenstarter
Ich danke dir dennoch für deine Hilfe 🙂
Veröffentlicht : 06/12/2023 10:23 pm
