Benachrichtigungen
Alles löschen
3D-Druck
14
Beiträge
5
Benutzer
0
Reactions
10.8 K
Ansichten
Themenstarter
Hallo zusammen,
ich hab mich in den letzten Tagen mal an einen CubeGear gewagt.
Auf Thingiverse nach einem vernünftigen geschaut und wollte ihn dann ausdrucken.
Das Ganze lief soweit auch gut bis irgendwann in der Nacht das gesamte Teil um 1-2cm an der Y-Achse nach vorne versetzt weiter gedruckt wurde. Gut kann mal passieren. Vielleicht ist irgendwas mechanisch blockiert und dann lief es wieder. Also nochmal von vorne angefangen zu drucken, bis in genau dem gleichen Layer (es könnte auch 1 Layer früher oder später sein, aber das scheint mir unwahrscheinlich) wieder der Druck versetzt wird.
Nachdem ich bei diesen Versuchen alle Teile für den CubeGear auf einmal ausgedruckt habe dachte ich mir versuche nun ein einzelnes Teil zu drucken.
Das hat zu meiner Zufriedenheit dann auch funktioniert.
Gut gelaunt ging es an's nächste Teil. Doch auch hier gab es eine große Enttäuschung.
Immer wieder wurde bei rund 76% des Druckvorgangs das Teil versetzt weitergedruckt.
Ich hab auch selbst den Moment gesehen wie das Teil falsch gedruckt wurde. Es war keinerlei mechanisches blockieren oder ähnliches. Es klang viel mehr nach einer "falsch Information" an die Motoren. Dem Geräusch nach ist die Stepcraft zu dem Zeitpunkt schneller gefahren als sonst üblich. Die Ursache dafür ist für mich unschlüssig. Ich habe auch versucht das Teil um 15 oder 20° gedreht auszudrucken, sodass eine anderer Bewegungsablauf der Achsen entsteht. Den Laptop, wo ich 2 verschiedene getestet habe, würde ich dadurch eigentlich ausschließen.
Was mir jedoch noch aufgefallen ist: Wenn ich nach einem misslungenen Ausdruck an's hintere Ende der Maschine fahre (Y-Richtung), erreicht man bereits 1-2cm vor dem Referenzschalter das Ende des Arbeitsbereiches (598,00mm). Am vorderen Ende könnte man jedoch 1-2cm weiter fahren als die Maschine lang ist.
Nun aber zu meinen Gegebenheiten:
Stepcraft 600/1 (dürfte keine Rolle spielen)
WinPC-NC USB Version 2.10/51
Stepcraft Repetier-Host V1.0.6 mit Slic3r
Die .stl-Datei sowie den erzeugten G-Code (als .txt-Datei; einfach zu .gco umbenennen) findet Ihr im Anhang.
Dazu noch ein Bild vom gescheiterten Ausdruck.
Ich hoffe Ihr könnt mir etwas weiter helfen, beziehungsweise den Ursprung des Fehlers etwas eingrenzen.
Wenn es noch weitere Fragen zum Problem oder an Informationen bedarf einfach melden und ich beantworte sie bestmöglich.
Gruß silber

Veröffentlicht : 28/11/2015 5:21 pm

Hallo,
hab mir erlaubt Deinen Gcode mal simulieren zu lassen und hier ein Video davon hingelegt.
Der Code ist vom Slicer richtig umgesetzt worden!
Mein Maschinchen hatte ein ähnliches Problem, ich habe damals die Ursache in meiner schweren Mechanik vermutet und gut sein lassen. Versatz war übrigens immer an der X-Achse, welche bei mir auf der Y-Achse montiert ist und somit eher weniger problematisch hätte sein sollen, da hier weniger Masse als bei Y-Achse zu beschleunigen bzw. zu bremsen war.
Letztlich hatte ich immer wieder Schrittverluste lt. WinPC-NC "Position Prüfen".
Gruß,
Klaus
Heli, Hexakopter,....
WinPC-NC USB, Eigenbau Fräserl mit Mechapro Interface II, Kress FME 1050, Filou.
Zum Zeichen, Fusion 360 ! mit Hobbylizenz. macht Laune 😉
3D-Drucker (Mankati Basis) Dualprint 2x E3D-V6 2x Bondtech Bowdenextruder Simplify3D (SC-Druckkopf)
Veröffentlicht : 29/11/2015 12:27 am
Themenstarter
Hallo Klaus,
danke für deine Bemühungen.
Dass der G-Code richtig erzeugt wurde ist gut zu hören.
Hattest du bei dir den Versatz beim gleichen Bauteil auch immer im gleichen Layer?
Ich hatte das Bauteil unterschiedlich im Druckbett plaziert und würde auch deshalb dazu neigen die Mechanik als Ursache auszuschließen.
"Position Prüfen" hab ich noch nicht gemacht.
Wie hat sich bei dir das Problem gelöst?
Gruß silber
Veröffentlicht : 29/11/2015 11:25 am
Hallo,
leider habe ich keinen Fehldruck mehr aufgehoben und auch kein Foto davon.
Der Versatz trat aber immer bei ca. 75 % auf. Nur in der X-Achse, ging beim vertauschen der XY Achsenanschlüße
mit so das die Ursache in der Steuerung zu suchen wäre. Die Probleme gab es nur beim drucken, beim fräsen ist das Problem nie aufgetreten.
Einschränken konnte ich das nur, in dem ich so langsam fuhr das ein übersteuern der Elektronik (..ich nenn die Störung mal so.) sich kaum bemerkbar machte. An meiner Achse (10mm pro Umdrehung mit einem 1,8° Stepper = 200 Vollsteps im Microstepbetrieb mit 800 Step) waren meist nur 0,8-1,2 mm Versatz bei einer Geschwindigkeit von max. 12 mm/s. Objekte bis zu einer Höhe von 15 mm gingen in der Regel ohne Versatz ab.
Gelöst habe ich das Problem nicht. Da meine Ansprüche an den 3D Druck letztlich weit oberhalb der des Druckkopfes lagen, habe ich mir einen seperaten 3D-Drucker zugelegt.
Leider kann ich Dir keine bessere Info geben. Evtl sollte man Hernn Lewetz mal fragen, ob er sich da einen Reim drauf machen kann.
Auch wäre es schön wenn ein Stepcrafter Deinen Code drucken würde ob da die Probleme auch auftreten.
Dass das Slicer Ergebnis ok ist wissen wir schon.
Gruß Klaus
Anbei noch ein Bild meiner Achsanordnung.

Heli, Hexakopter,....
WinPC-NC USB, Eigenbau Fräserl mit Mechapro Interface II, Kress FME 1050, Filou.
Zum Zeichen, Fusion 360 ! mit Hobbylizenz. macht Laune 😉
3D-Drucker (Mankati Basis) Dualprint 2x E3D-V6 2x Bondtech Bowdenextruder Simplify3D (SC-Druckkopf)
Veröffentlicht : 29/11/2015 2:53 pm
Hallo Silber,
hat sich noch etwas ergeben. Hast Du den Grund gefunden ?
Gruß Klaus
Heli, Hexakopter,....
WinPC-NC USB, Eigenbau Fräserl mit Mechapro Interface II, Kress FME 1050, Filou.
Zum Zeichen, Fusion 360 ! mit Hobbylizenz. macht Laune 😉
3D-Drucker (Mankati Basis) Dualprint 2x E3D-V6 2x Bondtech Bowdenextruder Simplify3D (SC-Druckkopf)
Veröffentlicht : 08/12/2015 9:08 am

interssant wäre: die Zeit vom Start bis zu den 75%..
Begründung: WAS macht der PC/Laptop bei längerer nichtbenützung ( Bildschirmschoner, Energiemanagement usw..)
USB ist da sehr "Eigen"...
3D Drucker verwenden deshalb auch einen sogenannten "Druckerpuffer" (Laienhaft ausgedrückt)
SC 420, PCNC-USB, PhotoVcarve, Estlcam,
geht die Sonne auf im Westen, sollst DU deinen Kompass testen!
Veröffentlicht : 08/12/2015 2:15 pm
Themenstarter
Hallo Klaus, Hallo Klaner,
hab nun auch einmal wieder Zeit für meine Stepcraft gefunden.
Bereits Anfang der Woche hatte ich bei Stepcraft angerufen und mit Herrn Urban gesprochen. Er meinte es liege an einer Rampe, die entweder vom RepetierHost nicht richtig erzeugt wurde oder so nicht von der Stepcraft gefahren werden kann. Mit verringerter Geschwindigkeit sollte es funktionieren.
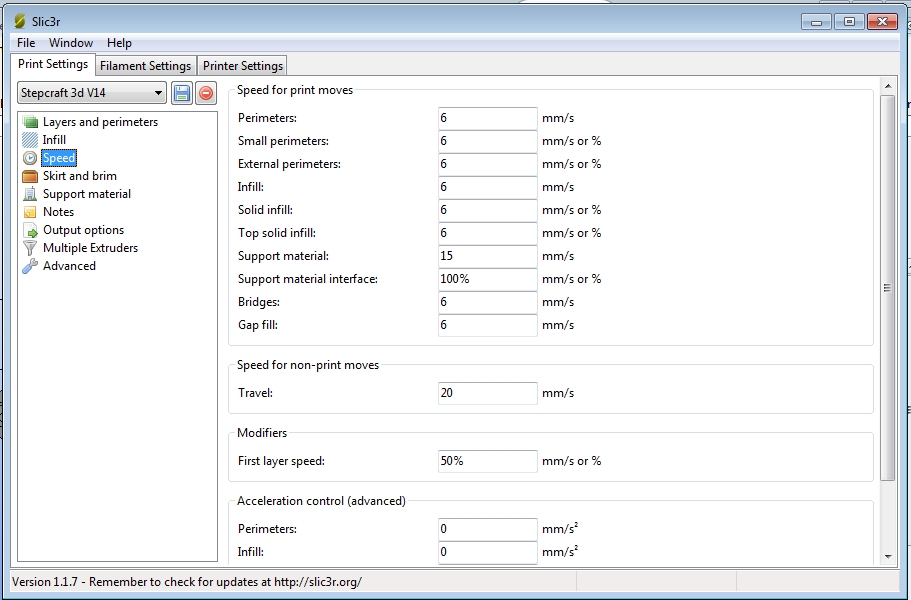
Gesagt getan hab ich der Einfachheit halber in WinPC-NC die maximale Geschwindigkeit auf 5mm/s heruntergesetzt (siehe Screenshot), regulär sind dort 20mm/s verzeichnet. Zu meiner Überraschung hat es problemlos und fehlerfrei zu Ende gedruckt.
Nun stellen sich mir neue Fragen:
Ich hatte die Einstellungen für die Geschwindigkeit im Slic3r hier aus dem Forum geholt und da sie meiner Meinung nach vernünftig funktionierten mich nie genauer mit beschäftigt. Ich sehe es richtig, dass Slic3r bisher 8mm/s als Geschwindigkeit gewählt hat (Screenshot)?
Was bei der geringeren Geschwindigkeit in Mitleidenschaft gezogen wurde war zu meiner Verwunderung die Druckqualität. Besonders an den Flächen gab es größere, sichtbare Unregelmäßigkeiten. Jemand eine plausible Erklärung dafür? Müsste es durch geringer Geschwindigkeit nicht noch exakter werden?
Besteht die Möglichkeit das Teil doch schneller zu drucken? also entweder andere Parameter anpassen (ich hab in Slic3r etwas mit Beschleunigung gefunden, die Wirkungsweise davon erschließen sich mir jedoch nicht), oder gezielt an der Stelle eingreifen?
Ich weis sind ziemlich viele Fragen aber danke für eure Bemühungen.
Gruß silber


Veröffentlicht : 11/12/2015 4:32 pm

Also irgendwas kann da nicht stimmen. Selbst wenn der Slicer irgend eine Rampe falsch berechnet hat darf das nicht zu Schrittverlusten führen. Davon ab ist im gcode sowieso keine Rampe drin, sondern nur der geforderte Speed. Rest regelt die Steuerung. Bei Mach3 ist das so der Code bekommt jeden Speed den er will bis zur eingestellten Maximalgeschwindigkeit. Da kann der Code die Maschine unmöglich aus dem Tritt bringen und ich kann mir nicht vorstellen, daß WinNC das anders macht.
Irgendwas ist faul an deiner Maschine. Ich mache hier 3D Drucke mit 35mm/s und mehr und verfahre bis 50mm/s ohne Verluste.
Hier kannst du mal schauen was deine Maschine können müßte. Ein Live Mitschnitt des Druckes, der gerade läuft:
Stepcraft 3D@work
Keine Schrittverluste bei dem Speed und das ist noch nicht mal Maximum. Das sind Schrittmotoren - die brauchen nur kleine Rampen. Dafür sind sie ja auch recht lahm. 🙂
Beschleunigung stellst du normalerweise aber nicht im Slicer ein. Der bekommt das nur zu rein informativen Zwecken um die Dauer zu berechnen. Die Beschleunigung ist beim 3D Druck trotzdem sehr wichtig, da sie die Druckdauer stark beeinflusst. Tuning ist hier also gewinnbringend.
Ich würde mich mal um deine Steuerung bzw Maschine kümmern. Da läuft scheinbar was nicht richtig. Mit welchem Speed kannst du denn maximal fahren ohne Richtungsänderung?
SC M.500 | 2,2kW Spindel G-Penny | Mach4 über Ethernet Smoothstepper
Veröffentlicht : 11/12/2015 5:59 pm
Hallo die Runde!
Rampe im Slicer :woohoo:, das sind dann Fachleute.....kommt mir vor wie beim M..markt.
Mein Verdacht geht nach dem Tipp von Klaner auch eher in die Richtung.
Mein Spielzeug hing an einem alten Notebook mit Win-XP und habe leider keinen anderen Rechner probiert.
Meine Steuerung lief über WinPC-NC USB von Lewitz.
Seltsam ist nur, dass der Fehler beim tauschen der Achsenanschlüsse mitgegangen ist, was ja aussagt das nur ein
Motortreiber Probleme hatte. :unsure: schliesst die Notebook Quelle eigentlich auch wieder aus :blink:
Wenn man die Maschine von Mike so ansieht, kann man nur hoffen das er viel Locktite verwendet hat 😉
Gruß, Klaus
Heli, Hexakopter,....
WinPC-NC USB, Eigenbau Fräserl mit Mechapro Interface II, Kress FME 1050, Filou.
Zum Zeichen, Fusion 360 ! mit Hobbylizenz. macht Laune 😉
3D-Drucker (Mankati Basis) Dualprint 2x E3D-V6 2x Bondtech Bowdenextruder Simplify3D (SC-Druckkopf)
Veröffentlicht : 11/12/2015 9:02 pm
Themenstarter
Hallo zusammen,
2 Dinge die ich erwähnen muss:
Das mit der Rampe im RepetierHost ist mit großer Sicherheit auf meiner Miste gewachsen. Nachdem ich nicht gerade der Mann vom Fach bin hab ich da seit Anfang der Woche schnell was durcheinander gebracht. Herr Urban scheint mir von meinen Messebesuchen nämlich durchaus kompetent.
Zum Anderen die Änderung die ich vorgenommen habe, war für die maximale Geschwindigkeit im WinPC-NC welche ich von 30mm/s auf 5mm/s heruntergesetzt hatte. Eilgeschwindigkeit etc. sind da logischerweise auch auf 5mm/s heruntergesetzt. Hab nochmal den richtigen Screenshot dazu angehängt. Kürzeste Rampe ist dort auch ersichtlich.
Heute hab ich nun nochmals 2 Ausdrucke getätigt. Beide mit dem selben GCode welchen ich mit 6mm/s erzeugt habe (Screenshot). Die maximale Geschwindigkeit hatte ich dabei zunächst auf 20mm/s wieder hochgesetzt. Nach erfolgreichem Ausdruck wieder auf werkseingestellte 30mm/s erhöht (Screenshot). Der zweite Ausdruck war zeitlich betrachtet schneller, dann aber wiederum mit Versatz.
Jetzt stellt sich mir die Frage:
Welchen Einfluss nimmt die maximale Geschwindigkeit auf die Geschwindigkeit beim Druck?
Sollten es nicht so oder so nur 6mm/s sein? Es handelt sich dabei ja nicht um Prozentangaben.
Ich bin gerade einfach nur verwirrt. Hoffe ihr könnt da für etwas Klarheit bei mir sorgen.
Gruß silber


Veröffentlicht : 11/12/2015 10:01 pm
30mm/s muss auch ne v1 schaffen - wenn auch nur so gerade eben. Ich wette mit dir dass da eine Achse klemmt. Ermittle mal welche (die mit dem Versatz) und lockere Andruckrollen sowie Halteschrauben und stell alles neu ein. Vielleicht geht es dann. Evt auch mal die Gewindestange rausschrauben und schauen ob die Achse mit wenig Widerstand rollt.
SC M.500 | 2,2kW Spindel G-Penny | Mach4 über Ethernet Smoothstepper
Veröffentlicht : 11/12/2015 10:26 pm
Mechanik, müßte das nicht öfter klemmen ?
Wenn der Druck bis ca. 75% Ok ist, dann der Versatz eintritt und danach wieder weiter einfach um ein Stück neben der ursprünglichen vertikal Linie. :S
Mach doch mal einen Zylinder mit z.B. 60mm Höhe welchen Du aufrecht ausdruckst.
Liegen alle Ringe exakt da wo sie sein sollen, ausgenommen dem Versatz dann dürfte die Mechanik sicher OK sein.
So ich diese NC-Steuerung verstanden habe, wird vom PC eine Befehlszeile nach der anderen an die Steuerung gesendet.
Linie nach X??? Y??? und Filamentvorschub A??? mit Geschwindigkeit F????
Fährt man nun sehr langsam kommen auch die Fahrbefehle langsam. Andersrum kommen diese schneller und dabei verheddert sich offensichtlich was.
Stellt sich natürlich auch die Frage warum erst bei ca 75% :silly:
Es bleibt leider offen, also Rechner tauschen und Achse prüfen. Ein drehen der Achsen (Motor und Endschalter x,y nach y,x) wird in der SC vermutlich nicht einfach gehen. Wenn ja, wäre die mechanische Seite beweisbar.
Heli, Hexakopter,....
WinPC-NC USB, Eigenbau Fräserl mit Mechapro Interface II, Kress FME 1050, Filou.
Zum Zeichen, Fusion 360 ! mit Hobbylizenz. macht Laune 😉
3D-Drucker (Mankati Basis) Dualprint 2x E3D-V6 2x Bondtech Bowdenextruder Simplify3D (SC-Druckkopf)
Veröffentlicht : 12/12/2015 10:11 am
Doch, das ist möglich. Mit ähnlichen Problemen hatte ich auch zu kämpfen beim Finetuning meiner Achsen. Das es sich gelohnt hat zeigt das Video doch recht eindruckvoll. B)
SC M.500 | 2,2kW Spindel G-Penny | Mach4 über Ethernet Smoothstepper
Veröffentlicht : 13/12/2015 2:23 pm
Hallo Silber,
leider werde ich auch in Zukunft nicht systematisch mit meiner 420'er arbeiten, aber: Auch ich hatte Probleme mit plötzlich auftretendem Versatz, und auch ich habe zunächst die Rampen und Geschwindigkeiten verändert - der Erfolg war... nun ja......... Heute habe ich mal den PC gewechselt, statt des Single-Core-PCs (jaaa, der IST alt) mein etwas jüngeres Notebook eingesetzt... Der Versatz --- ist WEG! Zwar gab es später ein neues Problem, nämlich den Ausfall der USB-Kommunikation, aber ich glaube, da hat mein Virenschutz ein Update versucht; dieser Fehler wäre zu verzeihen und mit einem entsprechend aufgesetzten System zu umgehen. FAZIT: Ich vermute Deinen Fehler auf Seite der PC-Hardware...
Bu
Veröffentlicht : 19/02/2016 4:08 pm
